

Prepreg eljárás
Prepreges eljárás
Untitled document
Prepreges eljárás
A prepregek fékezett térhálósítóval összekevert műgyantával átitatott szövetek, vagy paplanok.
Gyártási eljárása alapján SMC típusú kompozit elő-gyártmány. (SMC: Sheet Molding Compound: lemezformájú kompozit előgyártmány („prepreg”) tekercs alakban tárolva.

1.ábra Prepreges eljárás vázlata egyoldalas szerszámban, vákuumfóliás módszerrel
Az SMC gyártás lényegében folytonos üzemű lemezgyártást jelent, amelynek során két elválasztó fólia között kialakítják a gyantából, üvegszálból (vagy más –pl.: karbon– erősítő anyagból) és adalékokból a képlékeny (–még nem térhálósított! –) tekercselhető előterméket.
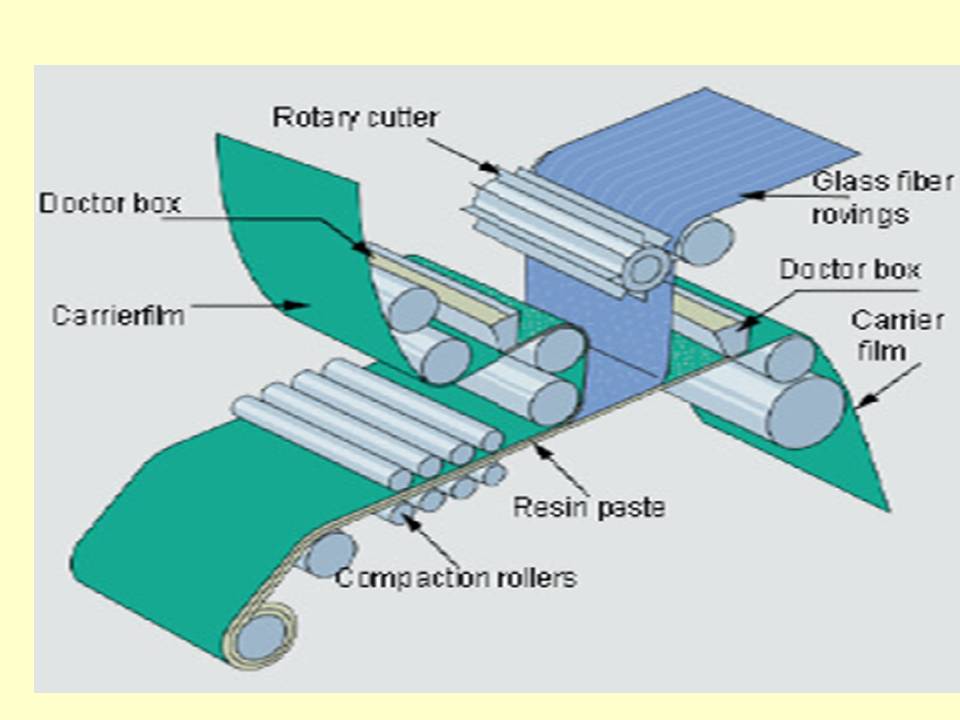
2. ábra Folytonos üzemű lemezgyártás (képlékeny - még nem térhálósított - tekercselhető előtermék (prepreg)két elválasztó fólia (PE-film) között)
Az üvegszál tartalma lényegében vágott (tipikusan 50 mm hosszú) roving (>1000 elemi szálat tartalmazó köteg, pászma). Az SMC adalékai egyrészt „passzív” adalékok, amelyek a terméket „terjedelmesítik”, vagyis olcsó töltőanyagként szolgálnak, egyúttal csökkentve a szerszámban, nyomás alatt és magasabb hőmérsékleten térhálósodó rendszer zsugorodását is. (CaCo3, talkum, PE-por). Másfelől „aktív” adalékokra is szükség van, amelyek közül a legfontosabbak az összeállított lemez mátrix gyantájának gyors viszkozitás-növekedését biztosító fémoxidok (MgO, ZnO). Ez a viszkozitás növekedés néhány órával a gyártás után 3–5 nagyságrendet (!) is elérhet, biztosítva így, hogy a gyanta nem „folyik ki” az erősítőanyag mellől. Egyéb adalékok: csúsztatók, formaleválasztók, iniciátorok és gyorsítók is vannak a rendszerben, melyek hatására – megfelelő tárolási körülmények (hűtés) között – a prepreg hónapokig eltartható a térhálósítás előtt.
A gyanta térhálósodását a hőmérséklet emelésével indítjuk el. A gyanta először megömlik, majd kikeményedik.
A nyomás alatti eljárásoknál célszerű kétrészes szerszámokat alkalmazni. Az SMC sajtolás során tehát 20–40 bar nyomáson, 130–150 °C hőmérsékleten 1–2 min/mm ciklusidő alatt megtörténik a teljes térhálósodás. E ciklus elején az SMC (prepreg) először ömledék állapotba kerül: „megfolyik”, kitölti a szerszámüreget, majd hamarosan – a kémiai iniciátor hatására – a viszkozitás újra növekedni kezd és kialakul a térhálós, szálerősített rendszer.
A nagyobb sorozatban gyártott poliészter és epoxi kompozit alkatrészeket pl. a korszerű kamion–vezetőfülkéket, autóbusz és személyautó karosszériaelemeket manapság leginkább SMC típusú kompozit elő-gyártmányokból sajtolják. Ezek rendkívül nagy szilárdságúak, és nagyon jó ütésállóságú, szívós alkatrészek. Az országúti teherforgalom nagy részében ilyen burkolatú kamionok teljesítenek szolgálatot.
Meg kell említeni még, hogy az SMC-n kívül még két jellemző előgyártmány csoport van, ezek:
- BMC: Bulk Molding Compound: „alaktalan” kompozit előimpregnátum („premix”) szálerősítésből és mátrix oligomerből
- GMT: Glass-mat reinforced Thermoplastic: paplanformájú kompozit előgyártmány erősítőszálból és hőre lágyuló polimer szálból.
